- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Borrmaskin
Som en av professionella tillverkare i Kina vill Yueli ge dig borr- och tappmaskin. Och vi kommer att erbjuda dig den bästa servicen efter försäljning och snabb leverans.
Modell:LY-650
Skicka förfrågan
Produktbeskrivning
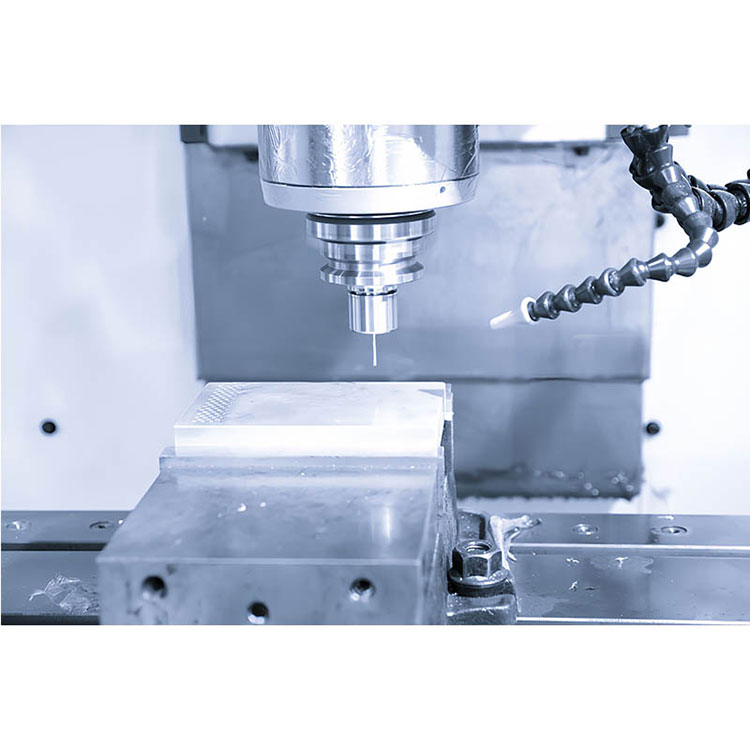
LY-650 borr- och tappmaskin
Yueli, en ansedd tillverkare i Kina, är villig att erbjuda dig borr- och tappmaskin. Vi lovar att ge dig det bästa stödet efter försäljning och snabb leverans.
Produktintroduktion:
Funktionsöversikt:
Specialiserad för små porösa delar och produkter bearbetning. Det är lämpligt för bearbetning av mobiltelefondelar, kommunikationsutrustning, flyg-, billokomotiv, instrument och mätare, lättindustri och textil, elektroniska apparater och maskiner för maskiner, samt koppar, aluminiumelektroder och andra bearbetningsindustrier;
Huvudstrukturen är gjord av gjutjärn med hög hållfasthet, och efter stressavlastning glödgning och naturlig åldrande behandling är sängens noggrannhet hållbar och stabil, lång tid ingen deformation;
Anta rak korsning med hög precision för att realisera höghastighetsbearbetning av arbetsstycke; Användningen av oljetemperaturkylningsmaskinsystemet kan minska temperaturökningen orsakad av höghastighetsrotation av spindeln, effektivt förbättra spindelens termiska förlängning och förbättra bearbetningsnoggrannheten;
Clamping Tool Store används för att förbättra verktygets ändringshastighet och noggrannhet för maskinverktyget, och verktygsbutikens kapacitet är 16 eller 21 delar;
Fuselage Base antar den bakre lutande strukturdesignen, som är lätt att rengöra avfallet inuti maskinverktyget;
Den strukturella utformningen av den höga kolonnen ökar avståndet mellan näsänden av spindeln och arbetsbänken, som är mer lämplig för installation och applicering av de fjärde axelkomponenterna och gör bearbetningsområdet bredare.
Spåra smörjning Automatisk oljare, intermittent timing Kvantitativ kontroll av oljeinjektion, varaktig smörjning av rörliga delar;
Referensspecifikation
|
Mekanisk parameter |
enhet |
T650 |
T850 |
T1000 |
T1200 |
|
Triaxial resa |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Tabellstorlek |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-slot |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Maximal bärkapacitet för bordet |
kg |
300 |
500 |
600 |
700 |
|
Avstånd från spindeländ ansikte till arbetsyta |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Avstånd från spindelcentrum till kolonnguide skena |
mm |
541 |
580 |
580 |
605 |
|
X Axis Rail Specifications |
mm |
35 |
35 |
35 |
30 |
|
Y-axel järnvägsspecifikationer |
mm |
30 |
35 |
35 |
35 |
|
Z Axis Rail Specifications |
mm |
35 |
35 |
35 |
35 |
|
X/y/z skruvspecifikationer |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
Spindelspecifikation |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Maximal spindelhastighet |
varvtal |
20000 |
20000 |
20000 |
20000 |
|
Spillrekraft |
kw |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/y/z tre-axlig motorkraft |
kw |
1,5/1,5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/y/z snabb maximal hastighet |
m/min |
48 |
48 |
48 |
48 |
|
X/y/z maximal skärhastighet |
mm/min |
10000 |
10000 |
10000 |
10000 |
|
Tre-axlig positioneringsnoggrannhet |
mm |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Tre axlar upprepad positioneringsnoggrannhet |
mm |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Lufttrycksspecifikation |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Maskinstorlek |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Maskinvikt |
T |
3.2 |
4.5 |
5.3 |
6.5 |
En mängd olika CNC -systemalternativ

Företagsstyrka

Produktionsprocess
1, gjutjärn genom hög temperaturugn och åldrande behandling av mer än sex månader.
2, rigorös monteringsprocess (järnvägsmontering, blyskruvmontering, lagermontering, etc.).
3, Utsökt skrapningsteknik (motorskrapa, spindeländskrapa, kolonninstallation ytskrapa).
4, vetenskaplig produktion, spårbarhet av hela processen för kvalitetskontrollsystem.

Kvalitetssäkringssystem
1. Vid upptäckt av tonhöjdsfelet kan rakheten i den linjära axelstyrningsskenan i XX och YY -riktningar testas samtidigt.
2, se till att bearbetning och monteringsnoggrannhet för varje del av maskinverktyget. Den formella positioneringsnoggrannheten och upprepade positioneringsnoggrannheten för maskinverktyget mäts.
3, hela maskinen upptäcker noggrannheten i den vertikala graden av spindeln och bordsplanet, och noggrannheten krävs för att säkerställa inom 0,01 mm.
4. Vertikaliteten hos z-axelstyrningsskena och arbetsbänken upptäcks av hela maskinen, och noggrannheten garanteras inom 0,01 mm.
5. Maskinen upptäcker vertikaliteten för XY Axis Guide Rail, som kräver noggrannhet inom 0,005 mm.

Hot Tags: Borrmaskin
Relaterad kategori
Automatisk borrningsmaskin
CNC-borrningsmaskin
CNC-tornmaskin
Manuell borrningsmaskin
Speciellt ändamål maskin
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.